三菱SFC编程如此简单 含案例介绍
1、打开软件,如下图:
2、菜单栏>>工程>>新建工程,如下图:

3、以FX3UPLC为例建立工程,工程类型--简单工程,PLC系列--FXPLC,PLC类型--
FX3U/FX3UC,选择完毕点击“确定”。

4、接着出来块信息,如下图,不用管直接点击“执行”。
注:一个SFC程序由一个梯形图块和多个SFC图块组成,SFC图块由梯形图块里的程序启动,所以不能没有梯形图块。

5、执行完成后就生成了一个SFC工程的梯形图块,如下图:

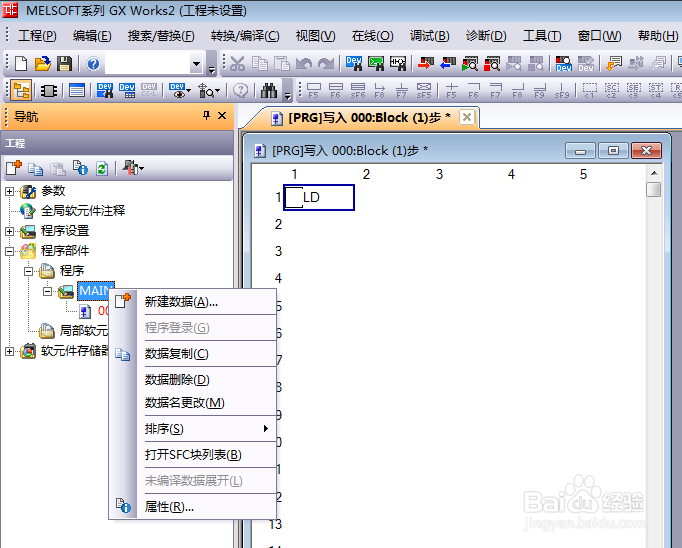
6、接着我们在工程内增加SFC功能图块,如下图,右击图中“MAIN",然后”新建数据“。
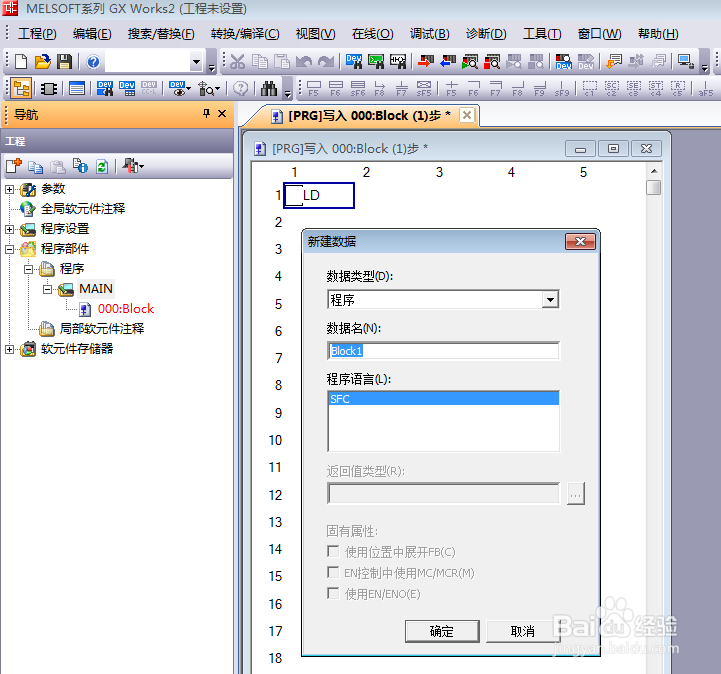
7、出现新建数据对话框,如下图,数据名那里可以自定义名称,建议不用理会直接点”确定“。
8、接着还出现块信息设置对话框,如下图,标题那里那里可以自定义名称,建议不用理会直接点”确定“。

9、如下图,这样一个SFC工程就建好了。

1、接着,用驱动一个指示灯案例来编写SFC程序。
案例说明:按下一下启动按钮,指示灯亮,5秒钟后熄灭,然后5秒钟后点亮,如此循环下去,按一下停止按钮,灯熄灭。
输入:X0-停止按钮 X1-启动按钮
输出:Y0-指示灯
双击标号1处,也就是梯型图块数据块,然后点一下标号2处,就会出现3的一块编程区域,这个操作就是要进入到梯型图数据块内。
如下图:

2、接着在编程区域内输入如下两行程序:(也就是在梯型图数据块内)
第一行: PLC上电启动S0. 第二行:停止按钮按下复位S10、S11、Y0.

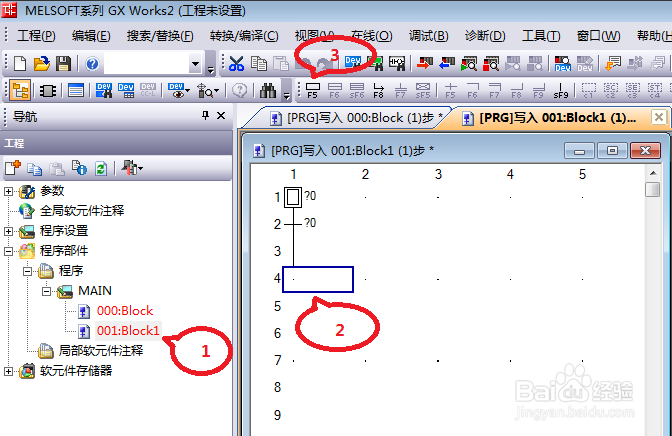
3、接着我们要在SFC数据块内添加流程,如下图,双击下图1处,然后点击2处,再点3处(按F5也行)。
4、接着出现如下图对话框,不理会点击”确定“。

5、如下图:S10步添加进去了,接着我们在标号1处添加转移条件。
点一下标号1处,然后再点一下标号2处,按F5也行。

6、如下图:转移条件1添加进去了,接着我们在标号1处添加S11,按照添加S10的方法一样添加S11,这里不再重复。

7、添加S11后的画面如下图,接着在标号1处添加转移条件2,这里按之前的添加转移条件1方法添加,不再重复。

8、添加了跳转条件2后的画面如下图,接着我们在标号1处添加跳转条件。
点一下标号1处,再点一下标号2处,按F8也行。

9、接着出现跳转符号对话框,在标号1处打上10,也就是跳转到S10的意思,然后我们直接点击“确定”。

10、这样SFC流程就建好了,如下图:
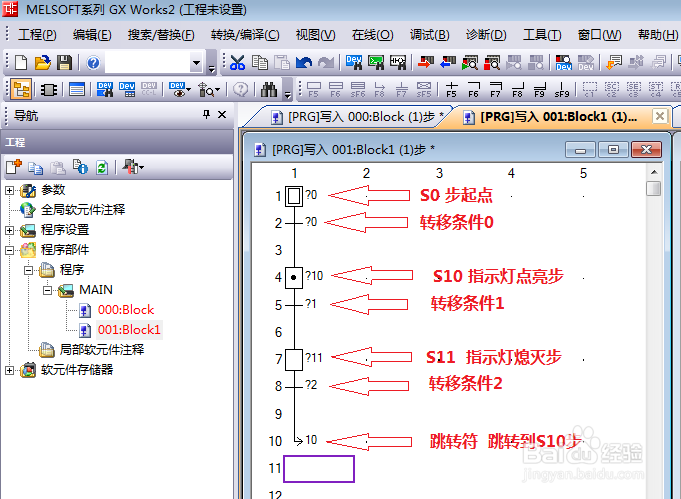
1、接下来我们在流程里添加程序,操作方法,要在那里添加就点击那里,点击后软件右边会出现程序输入框,在输入框输入程序即可。
比如下图:要在S10那里添加程序,点击S10,右边会出现程序输入框。
下面我把这个案例的所有程序列出来。

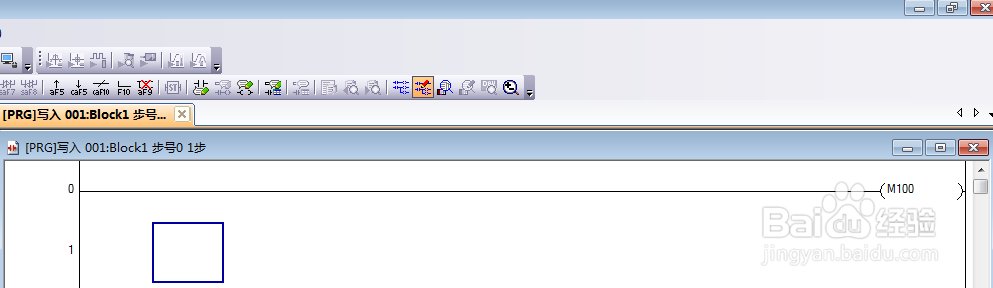
2、S0内的程序,如下图。这条程序是没有意义的,但里面不能是空的。
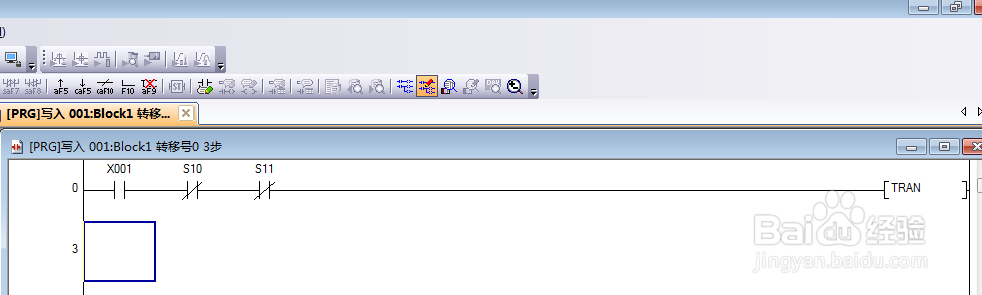
3、转移条件0,如下图。
启动按钮X1按下,并且S10和S11没有启动的情况下,执行S10里面的程序。
S10或S11启动后再按启动按钮X1无效。
4、S10内的程序,如下图。
指示灯开始点亮,并且T0开始计时。

5、转移条件1,如下图。
T0计时到时,T0闭合,执行S11里面的程序。

6、S11内的程序,如下图。
指示灯熄灭,并且T1开始计时。

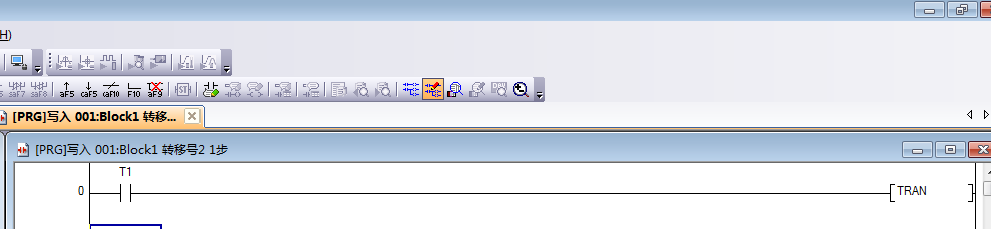
7、转移条件2,如下图。
T1计时到时,T1闭合,跳转到S10,执行S10里面的程序如此循环,直到停止X0按下。
8、上述程序编好后,按F4编译,编译通过梯形图块和SFC图块变成蓝色,如下图红色圆圈内这地方:

1、本经验用一个简单的程序来说明SFC编程方法,如果各位需要编更复杂的程序,用SFC编程法会比传统的梯形图编程法更强大,希望大家看得明白,谢谢您的阅读。